清洁技术产品

极靴
特点:
- 使用双层金属板材的双壳结构
- 通过板材层之间的微摩擦增加阻尼并减少振动传递
用途:
- 汽车发动机冷却风扇
生产方法:
- 传递工具
- 清洁

扩散器
特点:
- 安全相关组件
用途:
- 驾驶员安全气囊
生产方法:
- 步进工具
- 清洁
- 特鲁瓦尔滚桶抛光

扩散器
特点:
- 安全相关组件
用途:
- 驾驶员安全气囊
生产方法:
- 步进工具
- 清洁

离合器体
特点:
- 焊接组件
用途:
- 无级变速箱
生产方法:
- 传递工具
- 滑动磨削
- 激光焊
- 车削
- 清洁

同步环
特点:
- 替代烧结部件
- 车顶顶点在外径上的锁紧齿
- 全自动摄像头检查
用途:
- 变速箱同步装置
生产方法:
- 传递工具
- 滑动磨削
- 清洁
- 摄像头检查

同步环
特点:
- 车顶顶点在外径上的锁紧齿
- 分块式阳台
- 全自动摄像头检查
用途:
- 变速箱同步装置
生产方法:
- 传递工具
- 滑动磨削
- 清洁
- 摄像头检查

垫圈
特点:
- 组件的气体氮化作为磨损保护手段
- 全自动摄像头检查
用途:
- 变速箱同步装置
生产方法:
- 传递工具
- 清洁
- 气体氮化
- 滑动磨削
- 摄像头检查

ABS外壳
特点:
- 外壳设计为多边形,适合所使用的磁体形状
用途:
- 制动系统的电机外壳
生产方法:
- 步进冲压模具
- 清洁
控制单元外壳
特点:
- 深拉铝
- 在清洁度,粗糙度和抗渗性方面对表面的要求很高
用途:
- 电子控制单元的外壳底盖
生产方法:
- 传递工具
- 清洁

壳盖
特点:
- 深拉铝
- 在清洁度,粗糙度和抗渗性方面对表面的要求很高
用途:
- 电子控制单元的壳盖
生产方法:
- 连续复合工具
- 清洁
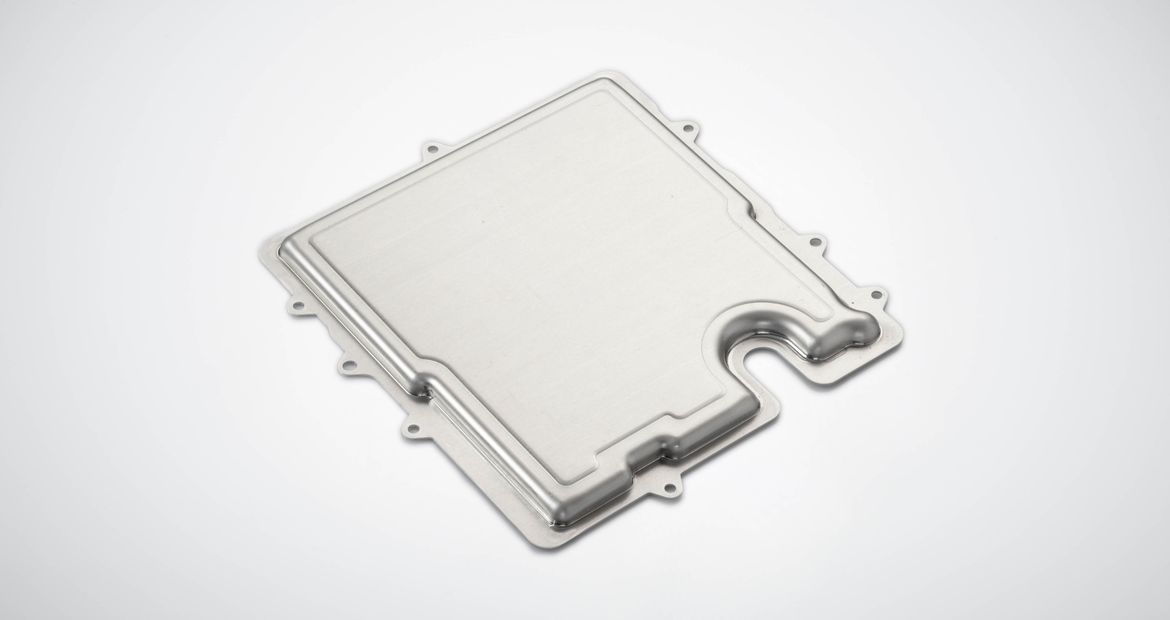
底板
特点:
- 用于后续焊接流程的高精度压花几何形状
- 对平滑切割和断裂图像有高度要求
用途:
- 密封式变速箱控制单元的底板
生产方法:
- 连续复合工具
- 预清洁
- 滑动磨削
- 清洁

集流管
特点:
- 通过传递工具中的卷圆加工实现双腔设计
- 焊锡铝
用途:
- 车载空调
生产方法:
- 传递工具
- 清洁
- 带有各种配置的盖板和隔板的全自动组装

电机外壳
特点:
- 高壁厚的深冲加工
用途:
- 工业用小型电动机
生产方法:
- 步进冲压模具
- 清洁

轴承盖
特点:
- 电机轴的精密滚子轴承安装座
- 固定接板位于圆柱形壁板区域中,从而实现一件式设计
用途:
- 电动自行车驱动器的轴承盖
生产方法:
- 连续复合工具
- 清洁

挡油板
特点:
- 材料增稠作为切削加工的基础
用途:
- 自动变速箱
生产方法:
- 传递工具
- 切削加工
- 清洁

压力容器
特点:
- 外壳开口处的直径收缩
- 密封性要求
用途:
- 乘客侧的安全气囊发生器
生产方法:
- 步进工具
- 发蓝处理
- 清洁

定子外壳
特点:
- 使用双层金属板材的双壳结构
- 通过板材层之间的微摩擦增加阻尼并减少振动传递
用途:
- 插电式混合动力驱动器电机
生产方法:
- 传递工具
- 清洁
- 带有DMC代码的激光打标

接管
特点:
- 焊锡铝
- 不对称成型
- 带窄幅公差的密封座
- 高度的粗糙度要求(Ra 2.5)
用途:
- 汽车暖气管接头
生产方法:
- 步进冲压模具
- 清洁

从动盘
特点:
- 高比例的平滑切割
用途:
- 混合双离合器变速箱
生产方法:
- 传递工具
- 清洁

从动盘
特点:
- 高比例的平滑切割
用途:
- 混合双离合器变速箱
生产方法:
- 传递工具
- 清洁

磁体外壳
特点:
- 焊接组件
- 全自动切削加工
用途:
- 凸轮轴调节器
生产方法:
- 步进冲压模具
- 机械加工
- 清洁
- 激光焊

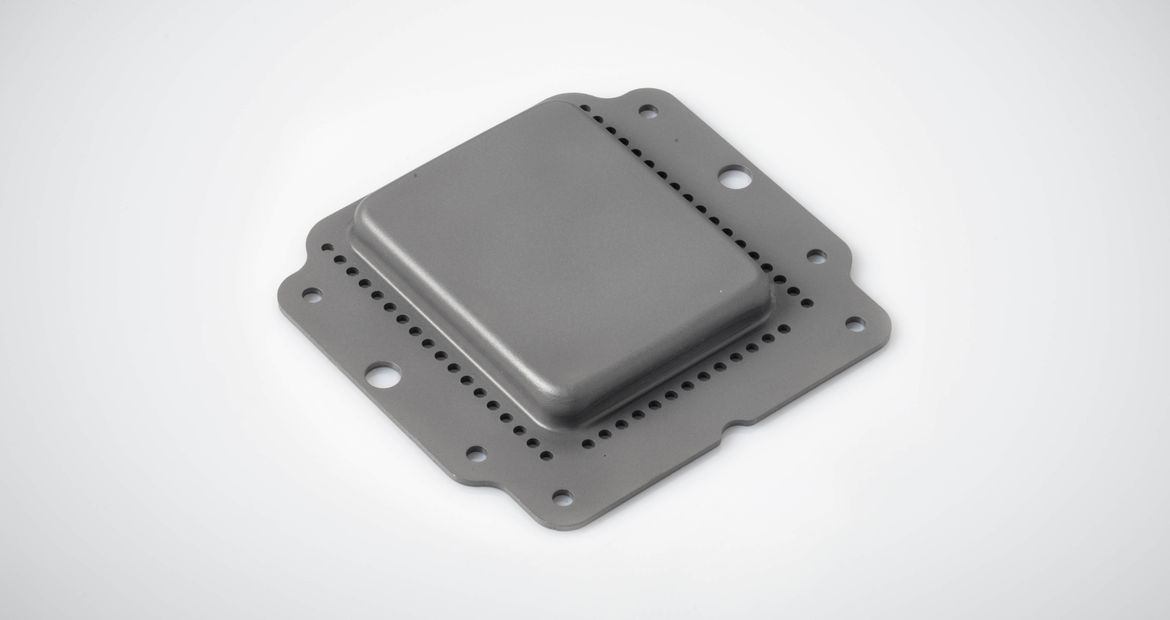
隔热板
特点:
- 所用材料:不锈钢
用途:
- 涡轮增压器控制单元的隔热板
生产方法:
- 步进工具
- 清洁

压板
用途:
- 混合动力变速箱中的压板
生产方法:
- 传递工具
- 清洁

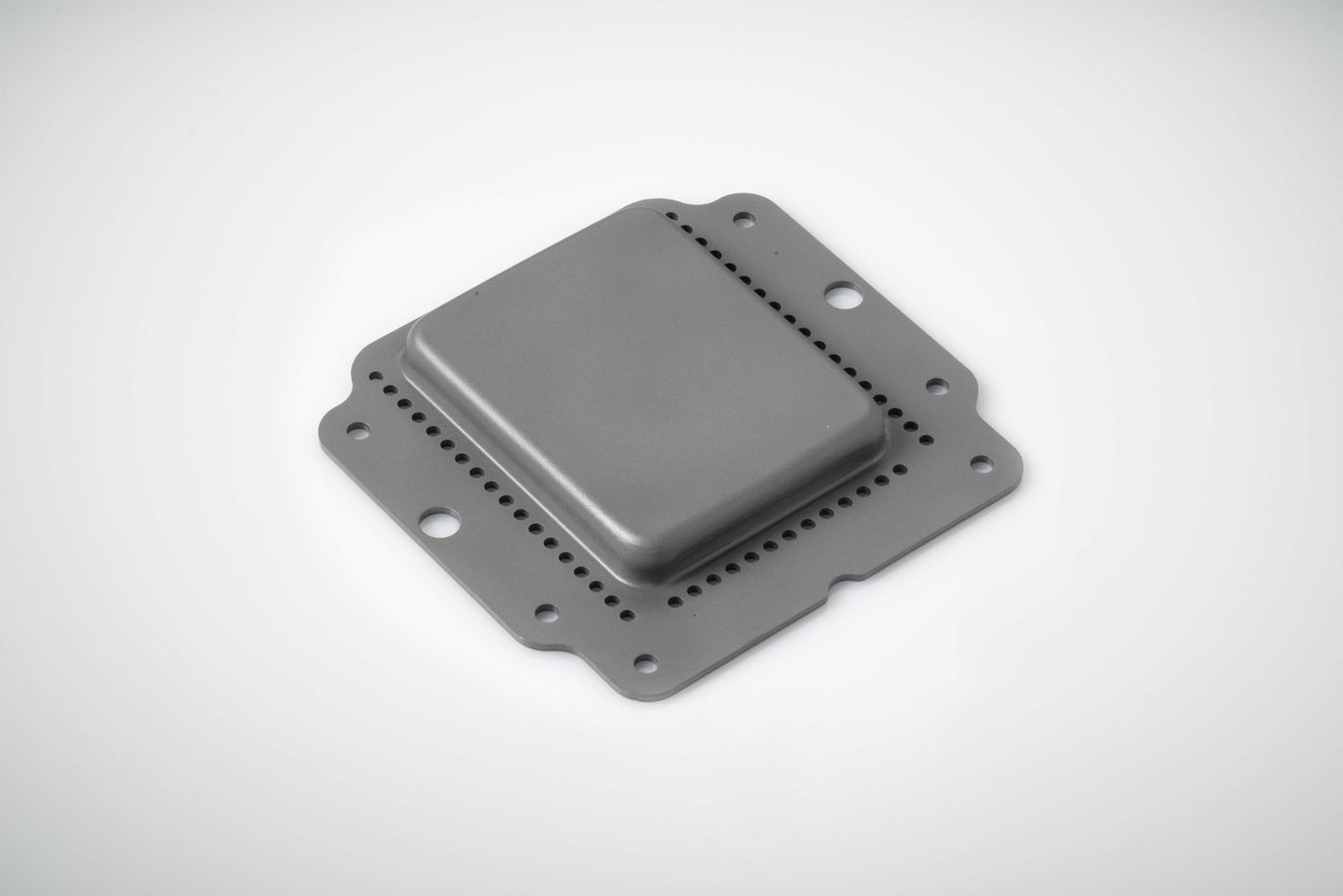
隔热板
特点:
- 不锈钢
用途:
- 隔热板
生产方法:
- 步进工具
- 清洁

扁平电机外壳
特点:
- 通过电路板的特殊成型来优化工作重量
- 特殊的拉制工艺可优化磁通量的壁厚
用途:
- 电机外壳
生产方法:
- 传递工具
- 清洁

转子壳体
特点:
- 焊接组件
用途:
- 吸尘器驱动器的电机外壳
生产方法:
- 在连续复合工具或传递工具中冲压单个组件
- 清洁
- 通过激光焊接的半自动组件生产
-
i极靴
特点:
- 使用双层金属板材的双壳结构
- 通过板材层之间的微摩擦增加阻尼并减少振动传递
用途:
- 汽车发动机冷却风扇
生产方法:
- 传递工具
- 清洁
-
i扩散器
特点:
- 安全相关组件
用途:
- 驾驶员安全气囊
生产方法:
- 步进工具
- 清洁
- 特鲁瓦尔滚桶抛光
-
i扩散器
特点:
- 安全相关组件
用途:
- 驾驶员安全气囊
生产方法:
- 步进工具
- 清洁
-
i离合器体
特点:
- 焊接组件
用途:
- 无级变速箱
生产方法:
- 传递工具
- 滑动磨削
- 激光焊
- 车削
- 清洁
-
i同步环
特点:
- 替代烧结部件
- 车顶顶点在外径上的锁紧齿
- 全自动摄像头检查
用途:
- 变速箱同步装置
生产方法:
- 传递工具
- 滑动磨削
- 清洁
- 摄像头检查
-
i同步环
特点:
- 车顶顶点在外径上的锁紧齿
- 分块式阳台
- 全自动摄像头检查
用途:
- 变速箱同步装置
生产方法:
- 传递工具
- 滑动磨削
- 清洁
- 摄像头检查
-
i垫圈
特点:
- 组件的气体氮化作为磨损保护手段
- 全自动摄像头检查
用途:
- 变速箱同步装置
生产方法:
- 传递工具
- 清洁
- 气体氮化
- 滑动磨削
- 摄像头检查
-
iABS外壳
特点:
- 外壳设计为多边形,适合所使用的磁体形状
用途:
- 制动系统的电机外壳
生产方法:
- 步进冲压模具
- 清洁
-
i控制单元外壳
特点:
- 深拉铝
- 在清洁度,粗糙度和抗渗性方面对表面的要求很高
用途:
- 电子控制单元的外壳底盖
生产方法:
- 传递工具
- 清洁
-
i壳盖
特点:
- 深拉铝
- 在清洁度,粗糙度和抗渗性方面对表面的要求很高
用途:
- 电子控制单元的壳盖
生产方法:
- 连续复合工具
- 清洁
-
i底板
特点:
- 用于后续焊接流程的高精度压花几何形状
- 对平滑切割和断裂图像有高度要求
用途:
- 密封式变速箱控制单元的底板
生产方法:
- 连续复合工具
- 预清洁
- 滑动磨削
- 清洁
-
i集流管
特点:
- 通过传递工具中的卷圆加工实现双腔设计
- 焊锡铝
用途:
- 车载空调
生产方法:
- 传递工具
- 清洁
- 带有各种配置的盖板和隔板的全自动组装
-
i电机外壳
特点:
- 高壁厚的深冲加工
用途:
- 工业用小型电动机
生产方法:
- 步进冲压模具
- 清洁
-
i轴承盖
特点:
- 电机轴的精密滚子轴承安装座
- 固定接板位于圆柱形壁板区域中,从而实现一件式设计
用途:
- 电动自行车驱动器的轴承盖
生产方法:
- 连续复合工具
- 清洁
-
i挡油板
特点:
- 材料增稠作为切削加工的基础
用途:
- 自动变速箱
生产方法:
- 传递工具
- 切削加工
- 清洁
-
i压力容器
特点:
- 外壳开口处的直径收缩
- 密封性要求
用途:
- 乘客侧的安全气囊发生器
生产方法:
- 步进工具
- 发蓝处理
- 清洁
-
i定子外壳
特点:
- 使用双层金属板材的双壳结构
- 通过板材层之间的微摩擦增加阻尼并减少振动传递
用途:
- 插电式混合动力驱动器电机
生产方法:
- 传递工具
- 清洁
- 带有DMC代码的激光打标
-
i接管
特点:
- 焊锡铝
- 不对称成型
- 带窄幅公差的密封座
- 高度的粗糙度要求(Ra 2.5)
用途:
- 汽车暖气管接头
生产方法:
- 步进冲压模具
- 清洁
-
i从动盘
特点:
- 高比例的平滑切割
用途:
- 混合双离合器变速箱
生产方法:
- 传递工具
- 清洁
-
i从动盘
特点:
- 高比例的平滑切割
用途:
- 混合双离合器变速箱
生产方法:
- 传递工具
- 清洁
-
i磁体外壳
特点:
- 焊接组件
- 全自动切削加工
用途:
- 凸轮轴调节器
生产方法:
- 步进冲压模具
- 机械加工
- 清洁
- 激光焊
-
i隔热板
特点:
- 所用材料:不锈钢
用途:
- 涡轮增压器控制单元的隔热板
生产方法:
- 步进工具
- 清洁
-
i压板
用途:
- 混合动力变速箱中的压板
生产方法:
- 传递工具
- 清洁
-
i隔热板
特点:
- 不锈钢
用途:
- 隔热板
生产方法:
- 步进工具
- 清洁
-
i扁平电机外壳
特点:
- 通过电路板的特殊成型来优化工作重量
- 特殊的拉制工艺可优化磁通量的壁厚
用途:
- 电机外壳
生产方法:
- 传递工具
- 清洁
-
i转子壳体
特点:
- 焊接组件
用途:
- 吸尘器驱动器的电机外壳
生产方法:
- 在连续复合工具或传递工具中冲压单个组件
- 清洁
- 通过激光焊接的半自动组件生产




























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}